Выбор технологии сварки газовых труб зависит от материала их изготовления. В газовом хозяйстве используются металлические и полимерные трубы, их сварка может быть:
электродуговая;
газовая (плазменная);
аргонодуговая;
диффузионная.
Способ сварки зависит от конкретных условий, например, толщины стенки трубы, вида пластика или стали, внешнего диаметра и т. д. Наиболее распространенным является выполнение сварки газовых труб электросваркой. Перед началом работ кромки труб очищаются от коррозии и загрязнений. Если толщина стенки трубы больше 4 мм, то производится скос кромок, что влияет на качество прогревания металла.
Сварка может происходить слева направо и наоборот. Первый вариант применяется при толщине труб более 5 мм. Пламя направляется на участок трубы, который уже сварен. За горелкой перемещается присадочная проволока.
При варианте движения горелки справа налево она проходит по частям изделий, которые еще не сварены. Плавящийся электрод находится перед горелкой. Этот способ подходит для соединения тонкостенных труб. Сварочные швы при работе с газовыми трубами классифицируются на вертикальные, горизонтальные, потолочные и нижние.

Какой способ сварки применить, зависит от типа трубы и ее расположения
Газовая сварка труб
Монтаж трубопроводных систем часто производят методом газовой сварки. При этом используют смесь кислорода и другого горючего вещества: ацетилена, пропана, водорода, бутана. В некоторых случаях газовая сварка труб осуществляется с применением аргона. Такой способ целесообразно использовать, когда необходимо сварить цветной металл или детали из легированной стали. В этом случае аргон предотвращает окисление свариваемых заготовок в процессе выполнения работ.

Материалы и оборудование
Сварка трубопроводов производится с использованием следующих материалов и веществ:
Кислород. Необходим для поддержания горения используемого газа.
Газообразная горючая смесь. Чаще всего в качестве основного рабочего вещества применяют ацетилен.
Сварочная проволока. Является присадочным материалом и по своему составу должна соответствовать свариваемым трубам.
Флюсы . Не допускают окисления металла под влиянием воздуха. Используются в виде порошков и пастообразных смесей для сварки меди, чугуна или деталей из легированной стали.
Для выполнения газосварочных работ необходимы баллоны с кислородоми горючим газом, редукторы для регулировки давления, горелка, ацетиленовый генератор (если используется ацетилен не в баллонах).
Технологии газосварки
Перед проведением сварочных работ поверхность трубы очищают от загрязнений и обезжиривают. Затем кромки толстостенных труб (свыше 3,5 мм) механически обрабатывают, делая скосы. Это связано с тем, что металл способен достаточно прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм эта операция не проводится.
Технология основного сварочного процесса бывает двух видов. В первом случае сварку производят по направлению слева направо (правый способ). Пламя горелки направляется впереди присадочной проволоки на уже пройденный участок. Этот метод лучше защищает поверхность от проникновения азота и кислорода из воздуха и обеспечивает повышенную глубину плавления. Таким образом удобно соединять трубы с толщиной стенок свыше 5 мм. При втором способе (левый) направление движения горелки справа налево за сварочной проволокой. Пламя направляется на ещё не сваренный металл, поэтому рабочий хорошо видит обрабатываемую поверхность. В результате шов получается равномерным по высоте и ширине. Этот метод используют для работы с тонкостенными трубами.
Технология газовой сварки
ТЕХНИКА ГАЗОВОЙ СВАРКИ
ПЕРЕМЕЩЕНИЕ ГОРЕЛКИ ПРИ СВАРКЕ
ОСНОВНЫЕ СПОСОБЫ ГАЗОВОЙ СВАРКИ
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
СваркаРУ -Оборудование для Газовой Сварки, Пайки, Резки, Нагрева и Термообработки
Цены и остатки не указаны по техническим причинам.
Просим уточнить стоимость и наличие продукции у наших сотрудников .
Приносим извинение за неудобство.
Оборудование для ручной газопламенной обработки металлов.
Газопламенная обработка — это совокупность технологических процессов тепловой обработки металлов пламенем горючих газов сварочных горелок и резаков:
газовая сварка
пайка (особенно медными и серебряными припоями)
кислородная резка стали
кислородная строжка (снятие поверхностного слоя стали и прокатной окалины)
кислородная вырубка дефектов стальных слитков
обдирка слитков по всей боковой поверхности с удалением дефектов наружного слоя металла (прокатной окалины, ржавчины, старой краски и др. загрязнений)
термообработка металла (закалка, отжиг и др.)
Газопламенная обработка преимущественно ведется с применением кислорода и горючих газов (ацетилена и его заменителей: водорода, природного газа, пропан-бутановой смеси и др.).
Все оборудование имеет необходимые сертификаты соответствия и разрешения, для использования на территории РФ.
Газовая сварка
Принцип газовой сварки
Газовая сварка используется для нагрева пламенем горючих газов, сжигаемых в специальных сварочных горелках, и выполняется с расплавлением металла. Среди других способов сварки плавлением она занимает второе место по масштабам применения, уступая лишь дуговой электросварке. При этом методе применяются горючие газы: ацетилен, водород, природный газ, пропан-бутан, пары бензина, керосина и т. д. Наибольшее значение имеет ацетилен, дающий в смеси с кислородом наивысшую температуру сварочного пламени — до 3200° С; применение других газов незначительно. Чтобы повысить температуру пламени, сжигание производят в технически чистом кислороде. Сжигание газов в воздухе, содержащем всего 21% кислорода по объему, дает слишком низкую температуру, и газовоздушное пламя в большинстве случаев непригодно для сварки.
Горючий газ и кислород по резиновым шлангам подаются к штуцерам газосварочной горелки и попадают в камеру смешения внутри горелки. Наружу из мундштука
вытекает готовая газокислородная смесь, поступающая в сварочное пламя. Пламя горелки расплавляет как основной, так и дополнительный присадочный металл, подаваемый в зону сварки, и образует сварочную ванну.
Применение газовой сварки
Газосварочное пламя используется для соединения листов черных и цветных металлов толщиной до 5—6 мм, для сварки чугуна, при небольших ремонтных работах, пайке и т. д. К преимуществам газовой сварки относятся универсальность, возможность работы в полевых условиях. Экономически она обычно менее выгодна, чем дуговая электросварка, и имеет меньшую производительность. Газовая сварка мало механизирована и выполняется почти исключительно вручную, требуя высокой квалификации рабочего-сварщика. Недостатком ее является повышенная опасность работы со сжатыми газами (при нарушении установленных правил возможны разрушительные взрывы).
Сварка трубы на просвет: видео-уроки, как варить трубопроводы любого диаметра
Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
по вертикали;
по горизонтали;
при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении - устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
потолочный;
вертикальный;
нижний.
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Расход аргона при аргонодуговой сварке нержавейки и алюминия
Среди всех сварочных газов аргон является одним из наиболее востребованных в современности сварочных расходных материалов. Он выполняет защитную функцию, охраняя ванну расплавленного металла от негативного воздействия атмосферы. Другие газы не обладают столь высокой надежностью. Благодаря этому, сварка аргоном применяется для самых сложных мест. Стоимость материала заметно выше, чем у других, так что для стандартных процедур используется редко. Расход аргона при сварке может оказаться слишком большим, что сделает себестоимость процесса весьма высокой. В то же время, для ответственных и сложных процедур он оказывается незаменимым. Чтобы сэкономить, для каждого типа процедур нужно соблюдать свои оптимальные режимы.

Аргон для сварки в баллонах
Область применения 
Благодаря своим практичным качествам, аргон может применяться практически повсеместно. В частной сфере он встречается достаточно редко, так как зачастую его не выгодно содержать, не говоря уже о покупке соответствующего оборудования. В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
Также его часто можно встретить в ремонтных мастерских. С его помощью соединяют детали в автомобилях, изделия из сложно свариваемых металлов. Сварка нержавейкии алюминия зачастую происходит именно с помощью этого газа. Сварочные цеха на различных предприятиях также не обходятся без постов с применением аргона, где приходится работать с тонкими деталями. В коммунальной сфере им могут сваривать трубы.
Сварка под водой или подводная сварка
В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водороди кислород . Кислород вместе с металлом образуют окислы.
Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сваркапод водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный.

История открытия подводной сварки
Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сваркидля множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
Особенности сварки под водой
Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Применение подводной сварки
Подводная сварканашла применение в следующих сферах:
в строительстве гидротехнических сооружений;
возведение подводной части трубопроводных, судовых и других конструкций.
На сегодня известно четыре основных способа подводной сварки:
в сухой глубоководной камере;
в рабочей камере;
в портативном сухом боксе;
мокрая сварка.
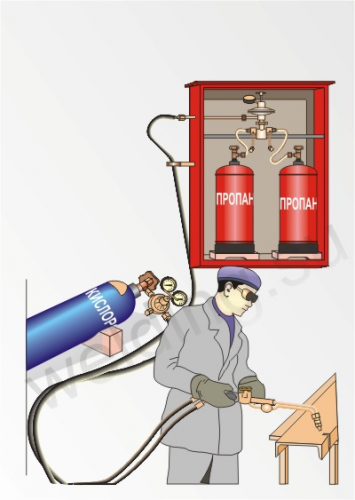
Газовая сварка
Ручная газовая сварка предусматривает то, что в одну руку сварщик берет горелку, а другой удерживает проволоку для газовой сварки. Сварщик должен быть обеспечен элементами личной защиты, в том числе и специальными очками.

Рисунок 1. Схема технологии сварки газом.
Резка металлов и газовая сварка своими руками предполагают обязательное соблюдение техники безопасности. Вблизи места, где производится сварка газовой горелкой , не должно быть огнеопасных и легковоспламеняющихся веществ. При проведении газовой сварки в закрытом помещении рабочий должен периодически дышать свежим воздухом.
Схема технологии сварки газом приведена на рис. 1. При направлении пламени газовой горелки для сварки на материал кромки металла необходимо располагать в зоне пламени, которая является восстановительной.
Характеристика устройства для газовой сварки металлов
Нельзя однозначно ответить на вопрос о том, какой метод сварки лучше. Сварочные мини-установки или обычное оборудование — для каждого характерны свои отличительные особенности. Осуществляя выбор газового оборудования, обязательно учитывают способы газовой сварки.
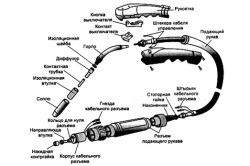
Схема устройства газовой горелки.
Сварку производят только с помощью специализированного оборудования. Основным инструментом, представляющим собой оборудование для газовой сварки, является газовая горелка, позволяющая смешивать ацетилен с кислородом в необходимых объемах. В итоге происходит образование горючей смеси, которая вытекает с необходимой скоростью из мундштука, обеспечивая при этом устойчивое пламя.
Для каждого вида оборудования характерна своя технология газовой сварки металлов, поэтому при выборе в первую очередь необходимо отталкиваться именно от этого. Только после этого переходят на изучение особенностей, присущих тому или иному виду оборудования.
Для защиты трубопровода в сварочных устройствах предусмотрено наличие предохранительных водяных растворов. Иначе существует риск, что огонь может нанести обратный удар. Применение ацетиленового генератора в аппарате, используемом для сварки ацетиленом, связано с защитой от того же риска.




