Самым надежным способом соединения металлических труб является сварка. Выполняется она при помощи ручных, полуавтоматическихи автоматических сварочных аппаратов . Ручная дуговая сварка труб позволяет создавать систему трубопроводов любой конфигурации и диаметра.
Сварочные аппараты делятся на два вида: трансформаторные и инверторные .
Принцип действия у них один – электрическая дуга нагревает края и оплавляет их, создавая сварочную ванну. Металл электрода стекает в ванну и образует шов.

Если требуется сделать декоративный и красивый шов, то лучше использовать инверторную сварку, а для грубого – трансформаторную. Инверторная сварка является более прогрессивным оборудованием и отлично подойдет новичкам, чтобы пройти обучение.
Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
Сварка труб ручной дуговой сваркой: видео-обучение, техника и технология, ГОСТы
Прокладка трубопроводов - дело непростое и ответственное. От качества сварки зависит дальнейшая эксплуатация готового изделия. Ручная дуговая сварка позволяет выполнять качественные швы, соответствующие ГОСТ.
При домашнем ремонте и промышленном строительстве трубопроводов применяется несколько способов сборки элементов в единую конструкцию. Сварка – наиболее надежный метод крепления для труб. В результате получается прочное, герметичное соединение, монолитный трубопровод.
Технология дуговой сварки
Прочность соединений, полученных в результате сварки, достигается за счет нагревания электрической дугой сплавов из разных металлов и их пластической деформации от воздействия высоких температур. Этот процесс приводит к взаимному обмену элементарных частиц электрода и используемых материалов. Возникают молекулярные связи, делающие крепление неразъемным.
Подходя к сварке трубопроводов со всей ответственностью, необходимо знать основные моменты технологии сварки разных материалов.
Сварка неповоротных стыков
Для сварки неповоротных стыков металлической трубы подходит трехслойная сварка. Если такие стыки варят на трубах диаметром до 1,2 см, их ширина должна равняться тройной толщине электрода, а высота быть не выше 0,4 см. Способ сварки – поступательно-возвратный. Дуга делается максимально короткой – до 2 мм. Предыдущий слой покрывается следующим на 2-2,5 см.
Сварка поворотных стыков
Поворотные стыки также варят в три слоя. Процесс происходит в несколько этапов:
Стык условно разделяют на 4 части.
Сваривают два из них и поворачивают полученное соединение на 180 градусов.
Сваривают остальные отрезки.
Переворачивают трубу на 90 градусов и варят слой второй.
Поворачивают трубу еще раз на 180 градусов.
Повторно сваривают две оставшиеся части.
Если необходимо сварить трубы, диаметр которых более 50 см, выполняется технология обратноступенчатая:
Стык делится на короткие отрезки от 15 до 30 см.
Трубу вращают и накладывают слои.
Поворотные стыки, диаметр которых до 20 см, варят без разделения на отрезки. В этом случае применяют сплошной шов при вращении трубы. Обратите внимание, что 2 и 3 слои сварки накладывают в противоположных направлениях. Смежные слои перекрывают на 1-1,5 мм.
Сварка труб ручной дуговой сваркой и выбор электродов
Монтаж трубопровода – это серьезная и ответственная работа. Для соединения труб достаточно часто применяется сварка труб ручной дуговой сваркой. Этот способ пригоден для соединения труб из разных материалов, но технология сварки в разных случаях будет различна. В частном строительстве часто применяется ручная дуговая сварка труб. Для осуществления этого процесса необходимо иметь сварочный аппарат и электроды. В продаже сегодня можно встретить множество моделей сварочников, от профессиональных до бытовых.

Существует много различных способов сварки труб, однако, если речь заходит о выполнении работы своими руками, то, чаще всего, применяется электродуговая сварка труб. Для осуществления этого процесса необходим не только сварочный аппарат, но и расходные материалы – электроды. Этот материал служит присадкой, которая используется для наполнения шва.
Материалы и оборудование для электросварки
В строительной отрасли очень широко применяется сварка труб электросваркой. Дело в том, что этот способ достаточно прост, экономически выгоден и мобилен, так как может выполняться не только на автоматах, но и ручными аппаратами.
Выбор электродов
Что представляют собой электроды для сварки труб? Это металлический стержень из сварочной проволоки толщиной 2-5 мм. Поверх металлического стержня нанесена обмазка, она может быть нанесена тонким или толстым слоем.
Электроды выпускают по ГОСТ с различными типами покрытий, причем каждый тип создан для решения определенных задач, поэтому выбирать электроды нужно с учетом этого обстоятельства:
Целлюлозное покрытие. Этот тип электродов применяется при сваривании труб большого размера, с их помощью можно создавать вертикальные и кольцевые швы.
Рутиловое покрытие. Такие электроды характеризуются легким поджигом, в том числе и повторным, большой степенью хрупкости шлаковой корки. С их помощью легко добиться получения сварного шва товарного вида, устанавливать прихватки, создавать угловые швы, проваривать корневые швы сверху для придания красивого внешнего вида соединению.
Рутилово-кислотное покрытие. Этот материал характеризуется легким отделением шлаковой корки, кроме того, расход электродов при сварке труб невелик, что позволяет экономно расходовать материал.

Рутилово-целлюлозное покрытие. Такой тип электродов подходит для выполнения швов в любых положениях, в том числе и в вертикальном, по направлению сверху, которое считается самым сложным.
Основное покрытие. Это особый тип материала, который позволяет получать швы, которые отличаются высокими показателями вязкости. Такие швы практически не растрескиваются. Этот материал рекомендован для работы с толстостенными трубами, а также там, где ожидаются сложные условия эксплуатации.
Совет! Электроды, имеющие основное покрытие, рекомендуется применять, если трубопровод будет использоваться при низких температурах.
Технология сварки труб, трубопроводов ручной дуговой сваркой
Сварка различных труб ручной дуговой сваркой заключается в образовании в точке приложения электрода к поверхности трубы высокотемпературной электрической дуги. Под её действием металл электрода расплавляется до жидкого состояния и каплями стекает вниз в точку соединения двух элементов трубопровода, металлическая поверхность которых также расплавляется до полужидкого состояния. Попавшие на стык металлические капли, застывая, соединяют между собой детали и герметизирует шов. Шлак, содержащийся в электроде, всплывает наверх сварочного расплава до момента застывания последнего.
Популярность дугового сваривания определяется именно своей технологической простотой, а также высокой прочностью и герметичностью получаемых швов.
Подготовка к сварочным работам
Качественная ручная дуговая сварка труб определяется, помимо самого сварочного аппарата, ещё и правильным выбором электродов:
Для труб большого диаметра следует выбрать электроды с целлюлозной плёнкой;
Для сваривания угловых швов и т.н. «прихваток» необходимо взять электроды с рутиловым покрытием;
Для сложной варки применяются комбинированные (целлюлозно-рутиловые) электроды.

Для дугового сваривания труб в бытовых условиях потребуются, помимо собственно сварочного аппарата, ещё и трансформаторы-выпрямители, а лучше взять их более продвинутую версию – инверторы. Эти устройства потребуются для преобразования переменного тока в постоянный.
При выборе сварочных аппаратов отдайте предпочтение модели с несколькими режимами работы, адаптированными под особенности применения «целлюлозных» и «рутиловых» электродов, а также способных работать с конкретной маркой стали и толщиной трубопровода.
Еще раз подчеркнём: качество сварочных работ определяет не конкретная модель сварочного аппарата, а электрод необходимого диаметра и правильно выставленные сила и напряжение тока.
Техника ручной дуговой сварки труб покрытыми электродами
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
потолочное (позиции 1-3);
вертикальное (позиции 4-8);
нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ - диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов - «замковое» соединение - зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Электродуговая сварка – технология, особенности, видео
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.

Процесс электродуговой сварки
Что собой представляет метод электродуговой сварки
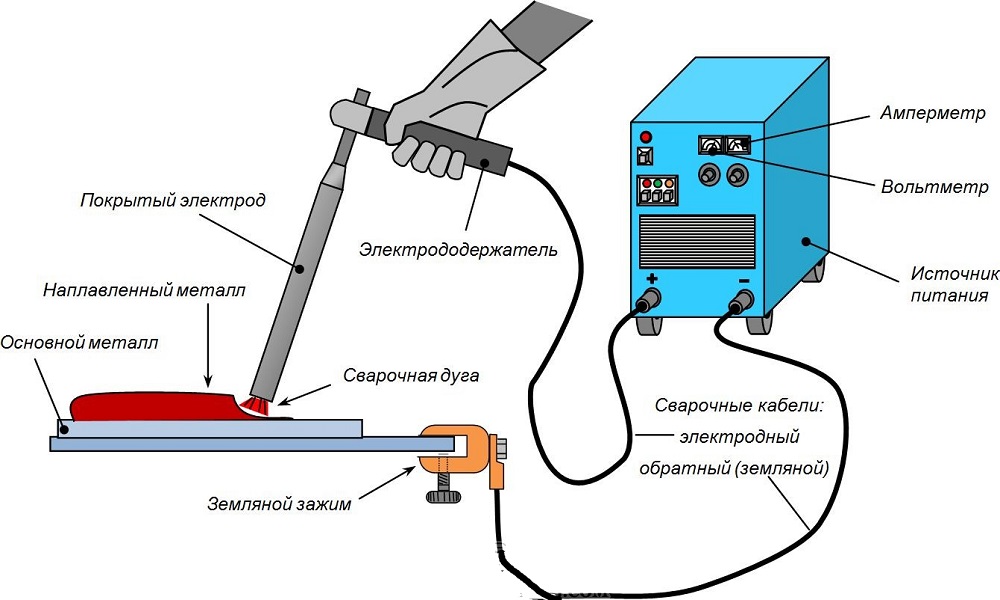
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
не плавящимися в процессе получения сварного соединения;
плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
аргон;
углекислый газ;
гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Ручная дуговая сварка трубы - стык неповоротный при вертикальном расположении трубы
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек- в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки- в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварка трубы в данном положении приравнивается к сварке горизонтальных швов, но отличается тем, что при поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к шву вокруг периметра трубы.
Сварка корневого валика на трубе-стык
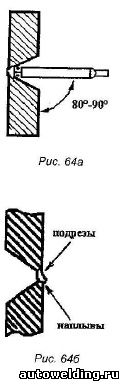
Если требуется качественное формирование обратного валика без выборки и подварки, то сварка выполняется электродом диаметром 3 мм. Сварочный ток выбирается в зависимости от толщины основного металла, зазора между кромками и толщины притупления и лежит в минимальном или среднем диапазонах. Наклон электрода 80°-90° к вертикальной плоскости нижней трубы (рис. 64а). Наклон электрода по отношению к направлению сварки выдерживать в зависимости от проплавления обратной стороны корня шва.
При сварке «углом назад» достигается максимальное проплавление. «Углом вперед» - минимальное.
Длину дуги необходимо выдерживать короткой при недостаточном проплавлении или средней при нормальном проплавлении.
Скорость сварки определяется по объему сварочной ванны. На рис. 64б показаны дефекты в корне шва с обратной стороны при чрезмерной полноте валика. Чем больше полнота корневого валика, тем дольше в жидком состоянии находится металл шва и тем больше размеры дефектов. Скорость сварки необходимо подобрать такую, чтобы обе кромки хорошо сплавлялись, а валик был «нормальным», Если позволяет толщина металла и заложена выборка и подварка обратной стороны корня шва, рекомендуется применять электрод диаметром 4 мм.
Второй корневой валик выполняется во всю ширину, проплавляя первый корневой валик и захватывая кромки обеих труб. Диаметр электрода зависит от ширины первого валика, сварщик определяет путем промера торцом электрода. Торец электрода с обмазкой должен касаться поверхности первого корневого валика. Сварочный ток в среднем диапазоне. Наклон электрода по отношению к вертикальной плоскости такой же, как при сварке корневого валика. Сварку производить «углом назад». Скорость - такая, чтобы валик был «нормальным».
Ручная дуговая сварка (РДС)
Дуговая ручная сварка (ДРС) — это вид сваривания, в котором применяются специальные электроды. При ней сварщик осуществляет все необходимые действия вручную.
Процесс дуговой сварки.
К этим действиям относят:
зажигание дуги;
поддержание длины дуги во время сварочных работ;
перемещение вдоль свариваемых кромок;
подача электрода в зону горения дуги.
Электрододержатели для ручной дуговой сварки должны соответствовать определенным стандартам и нормам.
Как делается РДС
Для того чтобы образовать и поддержать электрическую дугу, к железным электродам и обрабатываемому материалу подводят ток. Режимы ручной дуговой сварки могут быть различными.

Функции электродного покрытия.
В случае сваривания током постоянного характера дуга может быть с обратной или прямой полярностью. Прямая полярность значит, что минус подводят к электродам, а свариваемое изделие, соответственно, получает плюс. Обратная полярностьозначает, что электроды для ручной дуговой сварки были подключены к минусу, т.е. действия были произведены в обратном порядке.
Габариты ванны сваривания зависимы от типа и расстановки сварки, а также от скорости, с которой перемещается дуга.
Длина дуги — это расстояние от площади пятен на ванне сваривания и до пятна на площади электрода. Из-за того что покрытие плавится, происходит образование газовой атмосферы, которая выдавливает кислород и предотвращает его контакт с металлом. В этой атмосфере еще есть пар легирующих частей металла (smaw).
Шлаки в основном выполняют защитную функцию только что расплавленных металлов, они должны иметь следующие качества и параметры:
способствовать активной металлургической обработке железа;
положительно влиять на прохождение тепловых режимов путем сваривания и уменьшения скорости снижения температуры соединений;
способствовать правильному формированию швов сварки;
быть устойчивыми к свариванию и поддерживать дугу.
Сварка труб ручной дуговой сваркой: как правильно варить
Для устройства участков трубопровода из любых металлических элементов используется электросварка. Подобная технология позволяет создать прочный сварочный шов между двумя отдельно подобранными отрезами трубы с целью создания единой системы для транспортировки носителя. Именно поэтому частных мастеров периодически может интересовать вопрос, как сваривать трубы по ГОСТ, чтобы система работала исправно и надежно, а сварной шов имел привлекательный товарный вид.
Сопутствующие аксессуары
Для безопасного и правильного проведения сварки помимо сварочного аппарата необходимо подготовить защитную одежду. Варить трубы нужно в полностью закрывающем тело комбинезоне из брезентовой ткани. На руки следует надевать рабочие перчатки из замши. А главным элементом защитного костюма является маска со специальным стеклом, предотвращающим негативное влияние на глаза (зрение) сформированной во время сварки искры.
Методы сварки
 Сваркой называют процесс обработки металлических деталей при высоких температурах с целью их объединения в единую конструкцию
Сваркой называют процесс обработки металлических деталей при высоких температурах с целью их объединения в единую конструкциюСваркой называют процесс обработки металлических деталей при высоких температурах с целью их объединения в единую конструкцию. Чтобы провести процесс правильно и по ГОСТ, используют специальные электроды, которые формируют электродугу от сварочного аппарата к поверхности металла. Таким образом при высоких температурах происходит одновременное плавление электрода и металла, что приводит к образованию сварочного шва.
Стоит знать, что фаску (специальная скошенная борозда по краю детали) формируют на этапе подготовки металла к сварке. Средние параметры фаски должны равняться по ширине 8-15 мм, по длине 10-30 мм, в глубину — не менее 6 мм.
Сваривать отрезы трубы, равно как и других металлических деталей можно одним из способов:
Термический . Основным принципом здесь является плавление металла.
Теромомеханическая сварка . К этому способу относят сварки с применением магнитоуправляемой дуги или сварку контактную стыковую.
Сварка механическая . Здесь обработка и соединение деталей проводят методом трения или взрыва.

