Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сваркии получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей . Она имеет много схожего и с электродуговой, и с газовой сваркой , но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
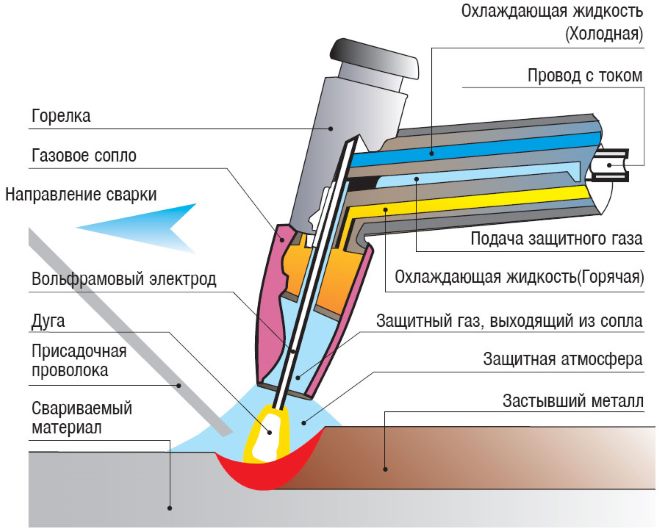
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
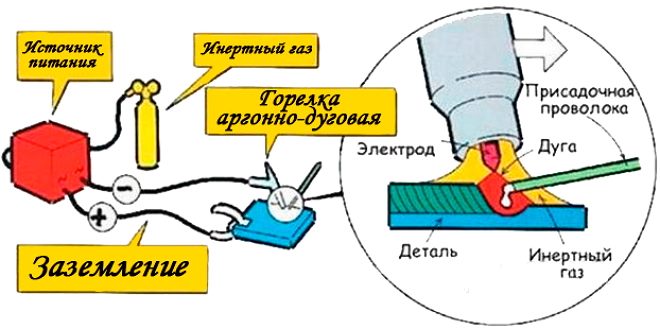
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Сварка алюминия и нержавейки
Для работ с алюминием и нержавейкой многие сварщики активно используют аргонное сваривание, которое является методом сварки неплавящимися электродами в среде защитного газа аргона. Аргонное сваривание являет собою горелку с вольфрамовым электродом, через которую к месту сваривания подается аргон, защищающий сварочную ванну от попадания в нее кислорода, азота и других газов, содержащихся в воздухе. Аргонодуговое сваривание широко используется во многих областях сварочных работ.
Данный вид сварки является одним из самых сложных и ответственных видов сварки и требует современного оборудования, качественных присадочных материалов и высокого профессионализма сварщика. Это позволит производить качественное и ответственное сваривание.
Преимуществами проведения сварочных работ аргонодуговым сварочным аппаратом является защита аргоном сварочной ванны, что создает отсутствие взаимодействия металла с воздухом и позволяет получить качественный сварочный шов. При сваривании неплавящимися вольфрамовыми электродами отсутствует разбрызгивание металла, благодаря чему шов получается ровным и прочным, а также позволяет проводить сварочные работы в местах, где нежелательные сварочные брызги.
При расплавлении металла аргон не допускает попадания в сварочную ванну воздуха и содержащихся в нем газов. Аргон тяжелее воздуха и не вступает в реакцию с расплавленным металлом. Данное преимущество является наилучшим и самой доступной защитой сварочного шва. В сравнении с другими способами сваривания, аргонодуговая сварка отлично проваривает шов металла, имеет увеличенный провар корня шва в работе с толстыми и тонкими металлами.
Аргонодуговое сваривание широко применяется для сварки ответственных узлов оборудования разного назначения, а также для работы в агрессивной среде. Для работы с нержавейкой подбирается припой в соответствии с маркировкой свариваемого металла и обычный калиброванный пруток диаметром 2 или 3 миллиметра.
Следующим шагом в работе является очищение кромок свариваемого металла, которые очищаются на 30 миллиметров в обе стороны. Только после этого можно приступать к сварочному процессу и подбирать оптимальную силу тока. Сварка нержавейки аргоном производится на постоянном токе обратной полярности, а сила тока устанавливается в зависимости от толщины свариваемого металла.
Следующим шагом при сварке нержавеющей стали является оптимальный зазор между свариваемыми деталями, который должен составлять в среднем 2 миллиметра. Если толщина свариваемого металла превышает 5 мм, то следует производить скос кромок и проваривать изделие с обеих сторон. После зажигания дуги сварщик создает сварочную ванну из расплавленных кромок металла, куда в дальнейшем подается припой и прокладывается сварочный шов. В этом случае главным является виденье провара кромок и недопущение прожога металла свариваемого изделия из нержавейки.
Электроды для сварки алюминия
Купить поштучно электроды для сварки алюминия в Санкт-Петербурге
Бывают ситуации когда есть необходимость приварить очень не большой отрезок. Особенно такая необходимость существует в быту. В магазине Сварка Вы можете приобрести электроды для сварки аллюминия сталей поштучно.
Для сварки алюминия в магазине предложены следующие электроды:
ОК 96.20 Электрод для сварки проката деформируемых алюминиевых сплавов, таких, как алюминий-магниевые с содержанием Mn до 3% и алюминий-марганцевые; неупрочняемых термически алюминиевых сплавов, использующихся для изготовления емкостей в молочной и пивоваренной промышленности; различных конструкций в судостроении.
ОК 96.40 Электрод предназначен для сварки неответственных изделий из деформируемых алюминиево-магниево-кремниевых сплавов 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных. Данный электрод также можно применять для заварки дефектов на изделиях из литейных алюминиево-кремниево-медных сплавов системы AlSi5Cu типа АК5М, АК5Мч, EN AW 355.0 и им аналогичных, а также алюминиево-кремниево-магниевых сплавов системы AlSi7Mg типа АК8л, EN AW
ОК 96.50 Электрод предназначен для заварки дефектов на неответственных изделиях из литейных алюминиево-кремниевых, алюминиево-кремниево-медных и алюминиево-кремниево-магниевых сплавов. Данный электрод также можно применять в качестве присадочного прутка при автогенной сварке.
Ток: = (+) постоянный ток обратной полярности (на электроде «+»)
Диаметры электродов марки ОК 96.20 в поштучной продаже:
Диаметры электродов марки ОК 96.40 в поштучной продаже:
Диаметры электродов марки ОК 96.50 в поштучной продаже:
За покупкой электродов поштучно, просим Вас обращаться к сотрудникам магазина Сварка.
Ручная дуговая сварка Al с применением покрытых электродов до недавнего времени обладала рядом существенных недостатков. Сегодня можно купить электроды для сварки алюминия, дающие убедительные результаты. При соблюдении технологического процесса, правильной подготовке элементов из алюминиевых сплавов, своевременном удалении шлака применение сварочных материалов по алюминию обеспечивает хорошее качество шва и его коррозийную стойкость.
Сварочные работы штучным электродом током обратной полярности (+ на свариваемой детали) проводятся для алюминиево-марганцевых и алюминиево-магниевых сплавов, силуминов.
Выбираемый электрод должен иметь стержень, близкий по составу к свариваемому материалу. Для сварки алюминиево-магниевых сплавов необходимо применять расходники с более высоким содержанием магния, чем у детали, для компенсации его угара при сварочном процессе. Стержень спецэлектрода покрыт щелочно-солевым составом, препятствующим образованию оксидной пленки и обеспечивающим стабильное горение дуги.
Аппарат точечной сварки своими руками
Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Схема аппарата точечной сварки для металлических деталей
Устройство аппарата точечной сварки и его конструкция
Как сделать аппарат точечной сварки из микроволновой печи
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Аргонная Сварка – Купить Аргонная Сварка недорого из Китая на AliExpress
Популярный аргонная сварка хорошего качества и по доступным ценам вы можете купить на AliExpress.
На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить аргонная сварка и подобные товары, мы предлагаем вам 1,235 позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Только здесь, на AliExpress вы сможете найти аргонная сварка самых лучших брендов, включая HITBOX , JINSLU , TywelMaster , ZJMZYM и множество других, о которых вы, возможно, даже не подозревали.
Кроме того, если вы ищите аргонная сварка, мы также порекомендуем вам похожие товары, например ppr сварки , сварка пропан , сварщик аргон , сварщик аргон , сварщик ppr , ppr сварщик , пайки сварки , сварки, пайки , бутан сварщик.
Приходите к нам на AliExpress, у нас вы найдете все!
Сколько стоит профессиональная сварка алюминия аргоном на заказ
Профессиональная сварка алюминия аргоном – востребованная услуга. Однако эти работы может выполнять лишь квалифицированный специалист, знакомый с особенностями данного материала.
Алюминий – легкий и в то же время прочный материал, который активно используется в различных сферах жизнедеятельности человека. Так, например, из него производят автомобильные запчасти. В случае поломки подобных деталей исправить неисправность позволяет сварка алюминия аргоном .

Особенности сварки и используемое оборудование
Ни одна профессиональная сварка алюминия не обходится без использования специального оборудования. Специалисты нашей компании, используют профессиональное сварочное оборудование EWM , гарантируя высокое качество всех выполняемых работ.
Аргонная сварка алюминия имеет некоторые сложности, которые связаны с техническими характеристиками этого металла. Основная сложность при сварке алюминия полуавтоматом - это оксидная пленка, которая образуется на поверхности металла при контакте с воздухом. Оксидная пленка удаляется путем химического воздействия, в связи с чем алюминиевая деталь требует предварительной обработки флюсами перед началом сварки полуавтоматом. Таже потребуется очистка алюминиевого изделия металлической щеткой.
При варке алюминия полуавтоматом понадобится не только сварочный аппарат, но и ряд дополнительных приспособлений.
Сварка алюминия на заказ – что нужно учесть?
Для успешного сваривания алюминия полуавтоматом необходимо выбрать подходящие электроды и подобрать подходящий ток. При этом нужно учесть не только особенности самого алюминия, но и толщину заготовок. Правильный выбор электродов – это уже половина успеха.
Сварка аргоном: принципы, описание процесса (видеоуроки)
Аргонная, аргонно-дуговая, сварка в среде, образуемой защитным газом — все это названия типов сварки. Сварка аргоном использовалась в Советском Союзе для изготовления космических аппаратов. Сегодня он доступен каждому желающему. Его применяют при ремонте автотехники, узлов лодок и самолетов, при ремонте и изготовлении алюминиевых конструкций. Ведь многим известно, что трудно в обычных условиях сварить нержавейку и медь, бронзу и алюминий, титановые детали и другие металлы. А в жизни часто случается такое, что нужно приварить нержавеющие трубы, алюминиевые автозапчасти, детали от статуэток. В этих случаях лучше воспользоваться аргонно-дуговым методом сварки. Работа эта будет стоить дорого. Если у вас есть опыт работы с применением сварочного оборудования, как варить аргоном — это не вопрос. Можно попробовать при удобном случае, навык появится.

Сварка аргоном достаточно распространен во всех сферах, где можно применить сварочный ремонт.
Основные принципы сварки
Что же такое представляет собой аргонная сварка? Это гибрид электрической и газосварки. При работе специалист-сварщик пользуется электрической дугой и присадочной проволокой. Источник нагрева — это дуга. Она плавит кромки заготовок. А газ тут для чего служит? Попробуем разобраться с этим вопросом.

Изображение 1. Аргонная горелка используется для соединения элементов.
Многие цветные металлы, которые взаимодействуют с кислородом воздуха, окисляются. Окисная пленка на их поверхности не дает возможности образовываться шву с заготовками из черного металла. Он получается наполненным пузырьками, это значительно снижает прочность готовой конструкции. Детали из алюминия могут просто сгореть в этих условиях. Инертный газ, в том числе и аргон, способен выеснить воздух из зоны горения дуги. Он имеет вес, на 38% превышающий вес воздуха. Это дает возможность ему надежно очистить ванну сварки, если начать подавать аргон чуть раньше, чем загорится электрическая дуга. Заканчивать процесс нужно через несколько секунд после угасания дуги. Сам аргон обычно не вступает с металлами в реакцию. Не зря он называется инертным газом. Но если варить при подключении обратной полярности, аргон способен превратиться в плазму.
Сварка - цена, прайс. Аргоном, полуавтоматом, ручная

Сварка аргоном
Цена сварки аргоном :
— сантиметр сварочного шва алюминия (силумина) — от 45 руб ;
— сантиметр сварочного шва нержавеющей стали — от 25 руб ;
— сантиметр сварочного шва разнородных сталей — от 25 руб ;
— сантиметр сварочного шва чугуна — от 50 руб ;
— сантиметр сварочного шва титана — от 80 руб ;
— сантиметр сварочного шва меди — от 50 руб ;
— сантиметр сварочного шва латуни — от 80 руб .
— сантиметр сварочного шва бронзы — от 80 руб .
Ручная сварка электродом
— Сантиметр сварочного шва ручной дуговой сваркиэлектродом — от 10р ;
— Стоимость дуговой сварки электродом при мелкосрочных ремонтах от 100р .
— Электросварка инвертором металлоконструкций и труб — договорная .
— Сборка металлоизделий по чертежам — договорная .
— Выезд сварщика — от 1500 руб .
Сварка полуавтоматом
— Сантиметр сварочного шва полуавтоматической сварки— от 10р ;
— Стоимость сварки полуавтоматом при мелкосрочных ремонтах от 100р .
Виды работ
— Поддон автомобильный (заварить трещину, восстановление недостающих элементов) — от 500 руб ;
— Корпус АКПП (МКПП) — от 500 руб ;
— Радиатор, интеркулер — от 500 руб ;
— Коллекторы — от 500 руб ;
— Кронштейны — от 400 руб ;
— Диски — от 500 руб;
— Велосипеды и мотоциклы (рамы, крепления и т.д.) — от 400 руб ;
— Баки из алюминия — от 1000 руб;
— Баки из нержавейки — от 1000 руб;
— Головки блока цилиндров, крышки клапанов — от 1000 руб ;
— Трубки кондиционера — от 350 руб ;
— Наплавка недостающих частей деталей — от 300 руб ;
Информация
Цены на все виды сварки могут меняться в зависимости от сложности работ, толщины изделия, количества проходов при сварке изделий большой толщины, а также подготовки и дополнительной механической обработки до и после сварки. В любом случае цена будет адекватна, так как работы выполняются без посредников, а швы будут качественные и полным проваром.
Стоимость сварки и изготовления металлоконструкций и металлоизделий по чертежу рассчитывается индивидуально в отдельном конкретном случае и зависит от сложности изготовления, материала, объемов работ и сроков исполнения.
Вы можете узнать ориентировочную цену работы и каким видом сварки ее можно решить, отправив фото проблемы на электронную почту , задать вопрос с помощью онлайн чата или позвонить по тел. 8-983-200-01-20
*Не является публичной офертой.
Работы и отзывы
Сварка алюминия
В сварных конструкциях применяют как чистый алюминий, так и его сплавы:
деформируемые , используемые в виде поковок, проката и т. д.; подразделяются на нетермоупрочняемые и термоупрочняемые.
литейные (АЛ) , используемые для отливок; сварка таких сплавов применяется при исправлении дефектов литья.
Нетермоупрочняемые сплавы алюминия являются свариваемыми и получили наибольшее распространение для сварки. К нетермоупрочняемым деформируемым сплавам относятся следующие марки:
АД и АД1 – технический алюминий;
АМц – алюминиево-марганцевые сплавы (на основе системы Al–Mn);
АМг– алюминиево-магниевые сплавы (на основе системы Al–Mg).
Большинство термоупрочняемых деформируемых сплавов алюминия относится к трудносвариваемым сплавам, поэтому их применение для сварных конструкций целесообразно только в случаях, когда возможна термическая обработка изделия. Основные марки термоупрочняемых деформируемых сплавов:
Д1, Д16, Д18, Д19, М40, ВАД1, ВД17 – алюминиево-медно-магниевые (дюрали), на основе системы Al–Cu–Mg;
В92, В92Ц, АЦМ – алюминиево-магниево-цинковые;
АК6, АК6-1, АК8, АД31, АД33, АД35, АВ – на основе систем Al–Mg–Si и Al–Mg–Si–Cu;
АК2, АК4, АК4-1 – на основе системы Al–Mg–Cu–Fe–Ni;
Д20 и Д21– алюминиево-медно-марганцевые;
ВАД23 – на основе системы Al–Mn–Cu–Li–Cd;
В93, В94, В95, В96 – на основе системы Al–Mg–Cu–Zn.
Основные трудности сварки алюминия и его сплавов и способы решения
1. Образование тугоплавкого оксида алюминия Al2O3 (температура плавления 2050°С) с большей плотностью, чем у алюминия, что усложняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки. Перед сваркой для удаления пленки требуется очищать поверхности кромок и прилегающего основного металла и особенно тщательно поверхность присадочного металла (в связи с большой поверхностью и сравнительно малым объемом) механическим путем или травлением.
Оборудование (установки, аппараты и станки) для лазерной сварки
Мы производим линейку станков для лазерной сварки. Базовые модели установок для сварки различаются межу собой: типом и мощностью лазера (а значит - глубиной провара), размерами рабочей зоны, количеством автоматически управляемых осей (от одной до пяти) и типом управления (пульт или ЧПУ).
ЛТА4 - базовая модель для сварки с Nd:YAG лазером, которая обеспечивает глубину провара до 2 мм, работает в ручном, полуавтоматическом и ручном режимах, позволяет варить прямолинейные и кольцевые швы, управляется от пульта.
МЛК4-1,2 - модель установки для сварки с Nd:YAG лазером, также обеспечивает глубину провара до 2 мм, имеет 3, 4 или 5 координат и управляется от компьютера, что позволяет обрабтывает детали сложных геометрических форм в автоматическом режиме, производить сварку по произвольному чертежу.
МЛК4-015 (QCW) - установка лазерной сварки c волоконным лазером. Возможности этой модели аналогичны МЛК4-1,2 (возможность сваривать детали произвольной формы в автоматическом и полуавтоматическом режиме), однако за счет использования волоконного лазера такая установка компактна и более удобна в эксплуатации - не требует регулярной замены ламп накачки, имеет на порядок меньшее энергопотребление.
МЛ4-Компакт (QCW) - станок автоматической лазерной сварки с волоконным лазером с большой рабочей камерой. Система управления обеспечвает последовательное или одновременное включение нескольких координат, что дает возмоность сваривать детали сложной геометрической формы в автоматическом режиме.
ЛТСК4 - комплекс с непрерывным волоконным лазером мощностью до 5 кВт и зоной обработки до 1000*1000*3000 мм. Этот комплекс позволяет вести высокоточную 3D сварку крупногабаритных и ответственных деталей с большой производительностью
В зависимости от номенклатуры свариваемы материалов, типа иделий, требований к шву, а также специфики и интенсивности производства, мы можем подобрать наиболее оптимальную модель. Для этого лучше всего связаться с нашими специалистами по оборудованию и они помогут Вам с выбором наиболее подходящей модели.

