Газовая сварка – это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
При газовой сварке используются горючие газы – природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры,для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция.Он горит при температуре в 3200-3400 градусов.
Простую технологию.
Отсутствие необходимости в источнике сварочного тока.
Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
Дуговая сварка — это процесс плавления, в ходе которого под воздействием тепла электрической дуги свариваемые кромки начинают нагреваться. Температура при таком нагреве достигает 5000°С. Виды сварки дуговой классифицируют по нескольким аспектам: виду электрода и дуги, а также характеру влияния дуги на поверхность металлического изделия. Электроды могут быть плавящиеся и неплавящиеся. Плавящиеся разделяют на ленточные, штучные и проволочные, а неплавящиеся — на графитовые, вольфрамовые и угольные. Следует отметить, что выбор технологии зависит от определенного случая, ведь только так можно создать надежные соединения металла.
Процесс дуговой сварки заключается в нагреве и плавлении металлов под действием дугового разряда, который также называют вольтовой или электрической дугой.
Процесс дуговой сварки осуществляется посредством тока: постоянного (с полярностью прямой и обратной), пульсирующего или переменного (повышенной и промышленной частоты). Технология сваривания допускает использование как 1-2 дуги, так и большее количество, но при этом каждая должна иметь свой источник питания. Это позволит увеличить эффективность работы и улучшит ее качество. Что касается электродной сварки, то дуг тоже может быть много, но в таком случае необходимо обеспечить подвод сварочного тока общего типа.
Во многих сферах требуется применение сварочного аппарата, чтобы соединить различные виды металлов между собой. Это могут быть коммуникационные системы, мебель, предметы быта и т.д.
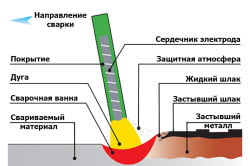
Схема ручной дуговой сварки металлическим электродом.
Ручную дуговую сварку можно выполнить несколькими способами — плавящимся и неплавящимся электродом. Технологический процесс подбирается индивидуально для каждого металла и, исходя из его особенностей и свойств. Довольно часто применяется сварка, выполняемая при помощи плавящегося элемента посредством постоянного и переменного тока. Его процесс заключается в следующем:
Между кромками, которые поддаются свариванию и плавящимся стержневым элементом возникает процесс возбуждения электрической дуги.
Под воздействием тепла дуги начинают плавиться кромки металлического изделия и электрод.
В итоге образуется расплавленный участок железа, который при охлаждении формирует шов.
Следующим, не менее популярным способом является дуговое сваривание неплавящимися электродами. Для данной технологии применяются вольфрамовые, угольные и графитовые электроды. Технология с неплавящимися стержневыми элементами имеет некоторые отличия, а именно:
Высокая температура плавления, т.е. для соединения элементов потребуется гораздо больше энергии, но такие швы будут очень надежными.
Неплавящиеся электроды не принимают никакого участия в формировании шва.
Основные виды сварки
Сваркой принято называть технологию получения надежных неразъемных соединенийдеталей, изготовленных из твердого материала, используя пластическое деформирование и сплавление материала при нагревании.

Все виды сварки делятся по методу сплавления. Оно может осуществляться путем местного или общего нагрева, а также их комбинации. Причем получаемый в результате шов обладает такими же характеристиками (механическими и физическими), что и соединяемые детали.
Сегодня трудно представить какую-либо область в строительной сфере, где не применялась бы эта технология. Она позволяет осуществлять крепление деталей из керамических материалов, пластмассы и разного рода сплавов и металлов.
Виды сварки металловможно разделить на три основных класса (в зависимости от используемого вида энергии): механический,термический и их комбинацию – термомеханический.
Одним из наиболее часто применяемых методов остается дуговая, ее относят к сварке плавлением. Расплавляют основной и присадочный металл путем создания электрической дугимежду свариваемым металлом и электродом. Образуется сварочная ванна и в результате последующей кристаллизации остывающего металла формируется прочный шов.

При соединении слишком толстых листов, когда прогреть за один проход металл не получается, перед сваркой кромки прилегающих частей скашивают и производят второй проход. Тогда происходит доброкачественное сплавление и получается прочное соединение с высокопробным швом.
На второе место по частоте использования можно поставить контактную сварку. Во время процесса разогрев места соединения производится с помощью электрического тока. В зависимости от формы соединения видысварки делят на: стыковую, рельефную, точечную, шовную, по способу Игнатьева и шовно-стыковую. Осуществляться контактная сварка может переменным, постоянным или пульсирующим током.
Из современных разновидностей сварочных процессов можно выделить ультразвуковую. Ее используют для соединения металлов очень малой толщины, а также ряда пластмасс. Этот инновационный метод широко применяют в радиотехнической, электротехнической и электронной промышленности.А в 70-е годы даже стали использовать в медицине для "сращения" костей при сложных переломах, что значительно уменьшало время болезни, а значит, и нетрудоспособное состояние человека.
Газовая смесь для сварки полуавтоматом
Полуавтомат использует для расплавления металла и присадочного материала электрическую дугу. Но в отличие от стандартной электродуговой сварки, которая происходит при помощи покрытых электродов, здесь используется проволока, не имеющая защитного покрытия. Защиту здесь обеспечивают газовые смеси для сварки. Во время сварки ванна расплавленного металла защищается горящим газом или смесью, образующими надежный щит от проникновения кислорода и водорода из воздуха. Также газовая смесь для сварки полуавтоматом способствует уничтожению оксидов и прочих негативных факторов. В итоге, получается более надежный результат, чем при обыкновенной сварке, но это требует больших затрат труда.
Область применения 
Сварочные газовые смеси могут использоваться практически во всех местах, где есть работа с соединением металла. Они предназначаются для сварки с большой ответственностью. Себестоимость создания шва с применением газа намного больше, чем без него, так что данный метод применяется в тех случаях, когда нужна повышенная гарантия надежности соединения. Металлоконструкции на стройках, особенно несущие их части, всегда соединяются при помощи газовых смесей.
Трубы в частной сфере или в промышленных предприятиях соединяются полуавтоматами, так как тут нужно добиться герметичности. Это исключает наличие микротрещин, пор, раковин и прочих дефектов, ухудшающих прочность. Для каждого типа соединений металла, в зависимости от его состава, подбираются свои защитные газы и их сочетание.
Ремонтные мастерские и бытовая область также могут обеспечить применение данным субстанциям, так как среди них есть относительно недорогие и вполне надежные варианты. Широта использования обеспечивается разнообразием сочетаний компонентов в смесях и возможностью использовать их для самых разнообразных случаев.
Сварка труб различными способами
Сварка – это установление межатомных связей между отрезками труб при их нагревании или пластическом деформировании. Иногда пластическое деформирование и нагревание используются одновременно (ГОСТ 2601-84).

Виды сварки труб.
Правильная сварка разных труб встречается двух видов: сварка труб давлением и сварка плавлением. Металл по кромкам свариваемых деталей плавится от источника нагревания – это плавление. Металл пластически деформируется по краям свариваемых частей методом их сжатия под давлением – это давление. При ней температура ниже, чем температура плавления.
К сварке плавлением можно отнести сварку газом. В данном методе при нагреве используется пламя газов, сжигаемых в горелке. Сварка газом (при помощи смеси газов) начала применяться с развитием промышленного производства таких газов, как кислород, водород и ацетилен.
Эти способы применяются при соединении труб из меди и прочих цветных металлов. Сварка газом в наше время широко используется в строительстве. Выбор метода сваривания зависит от диаметра труб, марки, толщины металла и других факторов.
Сварка труб плавлением делится на:
электрическую дуговую, в которой источник нагрева – это электрическая дуга;
электрическую простую, в которой источником нагрева является расплавленный шлак с протекающим через него током;
электронно-лучевую – металлы плавятся потоком электронов;
лазером – металл плавится мощным пучком фотонов;
газом – металл плавится с помощью газовой горелки. Этот метод лучше всего подходит для сварки газовых труб . Шов от газовой горелки получается аккуратнее и плотнее, что немаловажно именно для газовых труб.
Классификация способов сварки: характеристики
Любой металл можно соединять самыми разнообразными методами. Конечно, самым популярным способом считается сварка. Она позволяет практически из голых заготовок создавать неповторимые конструкции, которые затем служат долгие годы. Классификация способов сварки металлов может быть рассмотрена с самых разнообразных точек зрения.

У любого умельца дома должен быть сварочный аппарат, который служит для соединения деталей различного происхождения.
Немного общей информации
В настоящее время для создания отличного сварного соединения необходимо использовать 1 из 2-х методов — это работа под давлением и связанная с плавлением. Оба эти вида достаточно широко распространены в современном мире.
Сварка плавлением включает в себя электродуговую сварку, лазерную, ванную, электрошлаковую, плазменную и импульсно-дуговую. 2-ая группа является более специфической. Сюда относится сварка контактная, газопрессовая, ультразвуковая, дисперсионная и другие подобные виды. Разумеется, здесь речь пойдет о кратком описании всех типов, которые были упомянуты выше. Начать стоит с самого популярного способа сварки , а именно со сварки плавлением.
Основные виды сварки плавлением
Схема электродуговой сварки.
Классификация способов сварки данной группы выделяет множество различных ее видов и типов. Одним из самых популярных считается электродуговая сварка. Она характеризуется тем, что создается электрическая дуга, которая и плавит металл. Данный метод сварки уже достаточно давно используется для создания конструкций из металла. Здесь можно выделить 3 подвида данного метода, а именно автоматическую, полуавтоматическую и ручную сварку.
Какие виды сварки бывают писание и применение
Оглавление:
Итак, инверторная сварка,- что это? По сути, инверторная сварка является процессом, в котором используется схема, система или некий прибор, задача которого заключается в создании переменного напряжения при использовании источника постоянного тока.
Инверторная сварка
В общую схему такого сварочного аппарата включается сетевой фильтр, сетевой выпрямитель, частотный преобразователь, высокочастотный трансформатор, силовой выпрямитель и управляющая система.
 Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Основные достоинства сварочных работ с использованием инверторного аппарата таковы: 
розжиг осуществляется легко и быстро, дуга горит устойчиво и обладает хорошей эластичностью;
высокое качество сварного шва;
невысокие энергетические затраты при работе;
достаточно хороший КПД;
перепады напряжения питания не сказываются на качественных параметрах сварочных соединений;
данные аппараты легкие и мобильные.
Естественно, как и у любого процесса, у инверторной сварки имеются и свои минусы: сварочные аппараты инверторного типа, как и любые сложные электронные приборы, сильно подвержены влиянию воды, пыли и морозов. По этой причине, аппараты такого типа должны храниться в помещении, обеспечивающем требуемые параметры сухости и теплоты.
Еще одним важным моментом является уход за сварочным аппаратом, периодически будет требоваться открытие корпуса и продувка компонентов прибора при помощи сжатого воздуха.
Основные виды сварки плавлением
 Электродуговая сварка .
Электродуговая сварка .  Из всех существующих способов сварки наиболее распространённой является дуговая электросварка, при которой для местного расплавления свариваемых деталей используется тепловой эффект электрической дуги, возбуждённой между электродом и соединяемыми деталями ( рис.4.4 ). Под действием тепла дуги кромки деталей расплавляются, и образуется сварочная ванна. При перемещении дуги вдоль кромок деталей сварочная ванна затвердевает и образуется сварной шов, соединяющий свариваемые детали. Впервые на возможность нагревания и расплавления металлов с помощью электрической дуги указал в 1802 г. русский инженер В. В. Петров. В 1882 г. другой русский инженер Н. Н. Бенардос изобрёл способ электродуговой сварки неплавящимся угольным или графитовым электродом. В 1890 г. Н. Г. Славянов предложил выполнить дуговую сварку плавящимся металлическим электродом. Способы Н. Н. Бенардоса и Н. Г. Славянова являются основой современных видов электросварки металлов. Сварочная дуга представляет собой мощный электрический разряд, длительное время существующий между электродами, находящимися под напряжением. Электрической дугой свариваются почти все конструкционные стали, медь, алюминий, титан, никель и их сплавы, серый и ковкий чугуны.
Из всех существующих способов сварки наиболее распространённой является дуговая электросварка, при которой для местного расплавления свариваемых деталей используется тепловой эффект электрической дуги, возбуждённой между электродом и соединяемыми деталями ( рис.4.4 ). Под действием тепла дуги кромки деталей расплавляются, и образуется сварочная ванна. При перемещении дуги вдоль кромок деталей сварочная ванна затвердевает и образуется сварной шов, соединяющий свариваемые детали. Впервые на возможность нагревания и расплавления металлов с помощью электрической дуги указал в 1802 г. русский инженер В. В. Петров. В 1882 г. другой русский инженер Н. Н. Бенардос изобрёл способ электродуговой сварки неплавящимся угольным или графитовым электродом. В 1890 г. Н. Г. Славянов предложил выполнить дуговую сварку плавящимся металлическим электродом. Способы Н. Н. Бенардоса и Н. Г. Славянова являются основой современных видов электросварки металлов. Сварочная дуга представляет собой мощный электрический разряд, длительное время существующий между электродами, находящимися под напряжением. Электрической дугой свариваются почти все конструкционные стали, медь, алюминий, титан, никель и их сплавы, серый и ковкий чугуны.
Сварку можно производить постоянным и переменным токами. Для питания дуги постоянным током применяют электросварочные генераторы постоянного тока. При сварке переменным током используют сварочные трансформаторы, понижающие напряжение с 220 или 380 до 55 или 65 В.
Виды сварочного пламени
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сваркенашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев . Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена - пропан-бутан, метан, природный и городской газы.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщиктем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена - 1,1-1,2, природного газа - 1,5-1,6, пропана - 3,5.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны :
ядро
восстановительная зона
факел
Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетиленвоспламеняется при температуре 450-500°С, а газы-заменители - 550-650°С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.

а - окислительное, б - нормальное, в - науглероживающее; 1 - ядро, 2 - восстановительная зона, 3 - факел
Классификация сварки плавлением
Все существующие способы сварки можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рисунке.
К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединёнными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700-3000°C . Пламя с меньшей температурой или совсем не образует ванны или образует её слишком медленно, что даёт низкую производительность сварки и делает её экономически не выгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности, значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
СВАРКА - Сварочное оборудование, СВАРКА Газосварочное оборудование, Технические газы

СВАРКА, Сварочное оборудование, Сварочные аппараты, Технические газы
Нашим клиентам
ООО «ИТЦ Промэксервис» работает на рынке технических газов и
сварочного оборудования уже 10 лет. Мы серьезно и ответственно подходим к нуждам
наших клиентов. Наши цены доступны, а качество гарантировано.
Нашими клиентами являются:
Кока Кола
подразделения Метростроя
подразделения Мосводоканала
Теплоэнергоремонт, обслуживающий все ТЭЦ г. Москвы
Группа комнаний «МИРАКС»
и ряд других крупных промышленных и строительно-монтажных организаций Москвы.
ВСТРЕЧА ГЕНЕРАЛЬНОГО ДИРЕКТОРА ООО «ИТЦ ПРОМЭКСЕРВИС» МИХАЙЛОВА ИГОРЯ ИВАНОВИЧА с «МИРАКС –ВЫСОТНЫЕ ЗДАНИЯ»
Вы можете:
Мы осуществляем доставку газов спецавтотранспортом от 1 баллона по Москве, включая центр,
а также по Московской области и прилегающим областям.
Вы можете:
Наша организация имеет разрешение Ростехнадзора на техническое освидетельствование баллонов.
Заказ для приобретения продукции, Вы можете сделать по телефонуили
отправив заявку по факсу , а также воспользовавшись Интернет-магазином .
Каталог ресурсов
Реклама:
гелий , гелий для шариков .





