Чем варить нержавейку – вопрос довольно актуальный для современной промышленности. Стоит отметить, что данный тип стали - довольно прочный материал, поэтому его обработка имеет определенные нюансы. Выбор метода сварки зависит и от толщины заготовок, и от химического состава.
Нержавеющая сталь. Основные характеристики
Нержавеющая сталь – это сплав углерода и железа, легированный хромом. Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде. Оксиды хромаобразовывают специальную защитную пленку, благодаря которой основной металл сохраняет свою стойкость. Дополнительно сталь легируют никелем, кобальтом, титаном. Главными преимуществами нержавейки является высока стойкость при контакте с агрессивной средой, высокая прочность, соответственно, и длительный период эксплуатации. К тому же сталь имеет хороший эстетический вид.
Особенности сварки стали, стойкой к коррозии
Данный материал имеет большое линейное расширение. Как следствие, при термическом воздействии заготовки могут деформироваться, изменять свои размеры. Чтобы избежать такой ситуации, необходимо четко придерживаться оптимального зазора между деталями, что соединяются. Действие высокой температуры может привести к тому, что легированная сталь несколько теряет свои свойства, стойкость к коррозии уменьшается. В этом случае сварной шов должен своевременно охлаждаться. Низкая теплопроводность стали требует снижения силы тока примерно на 25%. Стоит также правильно подбирать сварочные электроды, так как при большой длине возможен их перегрев. Еще одна сложность – появление тугоплавких карбидов на поверхности, межкристаллитная коррозия.
Сварка нержавейки - самые популярные способы
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитную;
Мартенситную;
Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.

Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Сварка нержавейки в домашних условиях: пошаговая инструкция
Сверка нержавейки — это достаточно трудоемкая, но вполне выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, достаточно легко взаимодействуют друг с другом. Подобные сплавы отлично соединяются и с другими металлами, за исключением магниевых и алюминиевых сплавов.

Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.
Однако при выполнении этой работы необходимо обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некоторые никелированные сплавы способны выделять карбиды. Степень их выделения напрямую зависит от продолжительности обработки. Поэтому время работы должно быть как можно меньшим.
Что нужно знать о сварке нержавеющей стали?
При самостоятельном выполнении сварки нержавейки следует учитывать отличия ее физических параметров от соответствующих свойств углеродистого проката. Так, к примеру, удельное электрическое сопротивление нержавейки выше примерно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводность этого металла составляет порядка 1/3 от соответствующего значения углеродистого проката. А показатель теплового расширения по длине больше примерно на 50%.
Самостоятельная сварка нержавейки может быть выполнена в соответствии с одним из нескольких методов. В случае если толщина металла превышает 1,5 мм, то, как правило, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб используется метод дуговой сварки, выполняющийся при помощи плавящихся электродов в инертном газе.
Наиболее распространенными являются такие методы сварки:

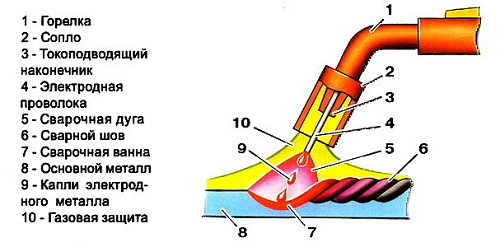
Схема аргонной сварки фольфрамовыми электродами.
вольфрамовыми электродами в аргоне;
покрытыми электродами;
полуавтоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей нужно соответствующим образом подготовить к обработке. Подготовка почти такая же, как и в случае с низкоуглеродистой сталью, за одним лишь исключением — сварочный стык должен иметь зазор, благодаря которому будет обеспечена свободная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска при помощи стальной щетки. Рекомендуется промыть их растворителем. Хорошо подходят ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предотвратит снижение устойчивости дуги.
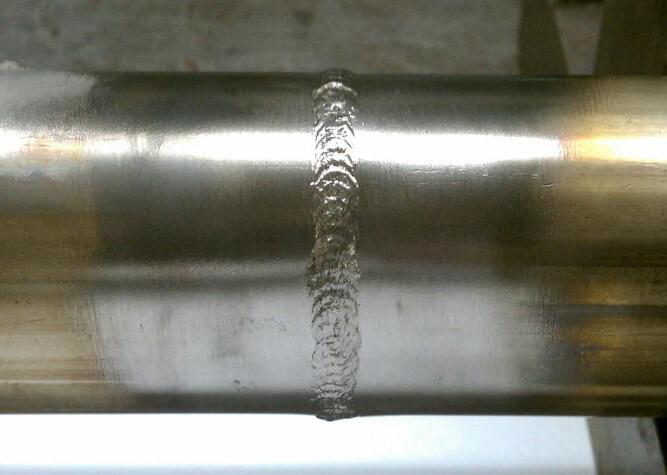
Электросварные трубы из нержавеющей стали: технология сварки аргоном
В основе изготовления электросварных труб из нержавеющей стали лежит метод горячего прессования. Такие изделия отличаются высокими механическими показателями и исключительными антикоррозийными свойствами. Базовый элемент, из которого их производят, - это качественная нержавеющая сталь, поэтому они долговечны и надежны.
С целью достижения достаточного качества швов, применяется технология сварки нержавеющих труб аргоном. Для проведения аргоновой сварки применяются специальные электроды, покрытые защитным легирующим веществом. Их внутренние стержни сделаны из высоко легирующего состава, позволяющего добиваться образования сварного шва, неотличающегося по своему составу от основного массива изделия.
 Трубы нержавеющие электросварные
Трубы нержавеющие электросварныеНе менее эффективно производить нержавеющие трубы при помощи дуговой аргоновой сварки в атмосфере защитных газов, таких как, гелий, аргон или углекислый газ. Данная технология называется методом улучшенного сочетания газовой и электрической сварки. От первого способа он взял способы работы сварщика, а от второго – электрическую дугу.
Данная технология отлично зарекомендовала себя при изготовлении таких изделий, поскольку намного кардинально превосходит пайку, составляя в одно целое обе части шва.
Но, сварка аргоном имеет и отрицательную сторону, - данная манипуляция вызывает появление на материале пористого слоя оксида хрома, что снижает их антикоррозийную устойчивость.
Еще одним важным нюансом данной технологии является тщательная и качественная дополнительная обработка материала, благодаря которой удается избежать разрушения наложенных швов. В случае профессионального проведения данных манипуляций, трудозатраты на этом этапе минимальные.
Сварка нержавейки: аргоном, инвертором
В каждом доме есть изделия из нержавеющего металла – детали бытовой техники, посуда, ведра, проволока для технических и садовых нужд, и когда в них образуются дефекты, то для их устранения понадобится сварка нержавейки.
Нержавейка применяется как материал для внешних водопроводных труб и частей водогрейной техники.
Сварка дефектов в нержавейке позволит снизить расход средств на приобретение и монтаж новых.
В этой статье мы рассмотрим состав изделий из нержавеющего металла, виды сварки в промышленных и домашних условиях, пройдем обучение на видео, узнаем что такое лазерная сварка.
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11% до 20%), ниобий и молибден, которые улучшают стойкость к коррозии.
После контакта атомов хрома с кислородом, содержащимся в воздухе, на поверхности контакта возникает защитное покрытие.
Толщина оксида хрома минимальна, но из-за одинакового размера атомы самого хрома и оксида хрома находятся в скученном состоянии, чем и обеспечена стабильность слоя.
Если защитное покрытие подвергается незначительному механическому воздействию, то оно разрушается, но после воздействия кислорода происходит реакция окисления атомов хрома и покрытие восстанавливается.
Эти свойства стали с высоким содержанием хрома были выявлены в процессе работы над улучшением качества оружейных стволов, когда одной из задач было создание сплава с содержанием присадки, успешно противостоящего агрессивному воздействию окружающей среды.
Видео:
Эта задача была решена путем добавления хрома в сталь, после чего покрытие стало очень устойчиво к окислительным процессам, что сделало нержавейки не только идеальным металлом военной промышленности того времени, но и актуальным материалом для бытовых емкостей с различным содержанием, труб и иного использования в быту.
Используются сплавы ГОСТ с добавлением меди, азота, латуни и титана. Применение нержавеющего металла не ограничивается кухней, нержавейка активно применяется в промышленности.
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.

Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.

Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
температурой металла;
температурой припоя;
зазором между свариваемыми деталями;
силой тока.

