


Рис. Wieländer + Schill, Facom, Metabo, Inverter Tech, архив
Применение сварочного автомата для кузовного ремонта
Различные методы термического соединения металлических деталей, в частности сварка, сварка и пайка, используются в автомобильных мастерских, главным образом, при ремонте кузовных работ.
Когда в этом типе работ преобладала ацетиленовая сварка, то почти полностью уступала место точечной сварке и электросварке в газовых щитах. Пайка в основном сводилась к нанесению оловянных покрытий на стальные листы, чтобы защитить их от коррозии и заполнить небольшие зазоры и вмятины. В настоящее время появление новых стальных конструкционных материалов сопровождается разработкой технологии пайки, которая сочетает в себе некоторые пайки и классические методы сварки в соответствии с его названием.
Точечная сварка
Суть этого процесса заключается в локальном прогреве двух металлических частей стыка до состояния пластичности и их склеивании под действием внешнего давления. Требуемое здесь тепло генерируется потоком электрического тока через соединенные поверхности. Оловянные элементы соединяются этим методом внахлест, связывая обе части так называемых. швы из отдельных сварных швов с небольшим диаметром несколько миллиметров.
При изготовлении традиционных кузовов для этой цели используются крупные агрегаты, одновременно выполняя все сварные швы конструкции кузова. При ремонте в мастерской используются ручные захватные машины, которые должны выполняться последовательно для всех швов каждого шва. Качество исходного и ремонтного соединений должно быть одинаковым, что на практике означает необходимость поддерживать точную повторяемость всех сварных швов, то есть поддерживать стабильные значения тока, времени его протекания и давления на электроде.
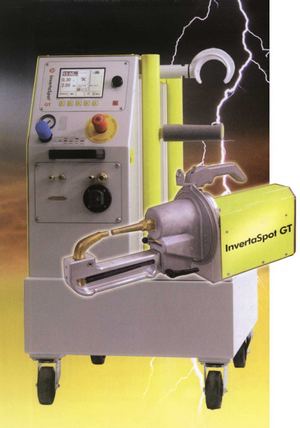
Рис.: Мастерская сварщика с инверторным силовым модулем и микропроцессорным управлением всеми рабочими параметрами
Это условие не выполняется простыми сварочными трансформаторами с ручным зажимом клеевых электродов и временем сварки, интуитивно измеряемым оператором, тем более что в сложных строительных узлах часто возникает необходимость в соединении листов с различной толщиной материала, а также с различными дополнительными элементами, такими как гайки, упорные прокладки и болты для крепления пластиковых деталей декора кузова. Поэтому в современных мастерских необходимы полуавтоматические многофункциональные сварочные аппараты с микропроцессорными контроллерами, которые регулируют эти параметры сварочного импульса.
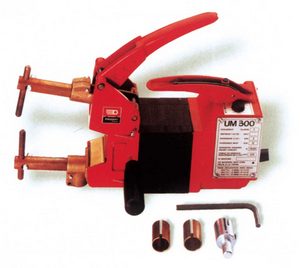
Устройства этого поколения обычно имеют два выходных провода, один из которых используется для подачи и управления клещами (двусторонняя сварка), а другой - для обработки рабочего наконечника односторонней сварки (стыковая сварка болтов, гаек, шайб, крючков и т. Д.).
сварка
При всех методах сварки металлические элементы соединяются путем плавления их краев и заполнения зазора, который разделяет их, с дополнительным жидким материалом, полученным из одновременно сплавляемой проволоки. Источником тепла может быть: газовое пламя, электрическая дуга, плазменная струя или концентрированное лазерное излучение. Состав указанного дополнительного материала всегда должен выбираться таким образом, чтобы сформированный сварной шов имел свойства, максимально приближенные к смежным соединительным частям.
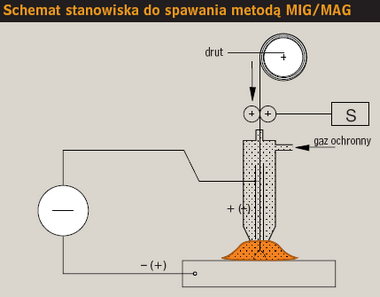
Сварка пластин корпуса с ацетиленовыми горелками уже в прошлом. Сегодня для этой цели используются электрические полупроводники типа MIG-MAG, сварка электрическими дугами в газовых щитах (рядом или вместо сварки). Связующее поставляется в виде самоподающей проволоки толщиной 0,6 или 0,8 мм. Для поддержания дуги используется ток с максимальной интенсивностью 140-160 А. Такой метод может быть использован для изготовления стыковых соединений, а также сварных швов, заменяющих оригинальные сварные швы.
Современные многофункциональные сварочные мастерские обычно бывают модульными. Основной модуль - это так называемый инверторный источник питания или электронный преобразователь, позволяющий не только плавно регулировать сварочный ток, но и создавать единичные или повторяющиеся импульсы тока с различными формами волны.
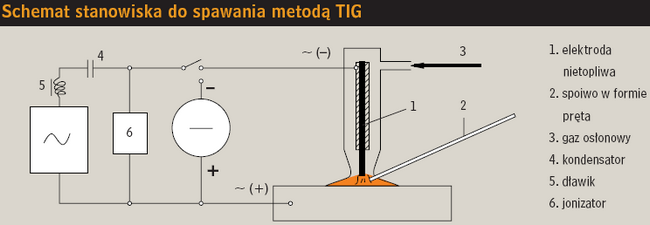
Сам базовый модуль можно использовать для сварки покрытых электродов (сегодня это редко требуется в мастерской). Для сварки газовых щитов методом MIG-MAG источник тока подключается к модулю автоматического устройства подачи проволоки толщиной 0,6-1,6 мм, а этот - с баллоном давления, регулируемым редуктором и электрическим газовым нагревателем. Если сварка выполняется с использованием метода TIG (металлический стержень, ручной раздачи), лоток, очевидно, не нужен. В обоих методах дуга может быть зажжена с использованием традиционного метода короткого замыкания или бесконтактного.
Рис. Щипцы для сварочного аппарата с ручным управлением Рис.: Профессиональный полуавтомат для сварки Mig-Mag
Рис.: Профессиональный полуавтомат для сварки Mig-Mag
Устройства этого типа позволяют укладывать как непрерывные, так и точечные сварные швы с автоматическим измерением размера точки. Сварочный ток можно регулировать во время работы с помощью кнопок на ручке выпускного патрубка.
На специализированных заводах, занимающихся сваркой элементов из легированных сталей или цветных металлов, все чаще используются ручные инверторные плазменные сварочные аппараты, которые используют аргон или пар в качестве ионизирующего газа и одновременно экранируют.
паять
Этот метод фиксации соединения кузова в последнее время становится все более и более важным. Причина - новые технологии, используемые в производстве стальных кузовов автомобилей. Например, детали несущей конструкции, известные на английском языке как «заказные заготовки», становятся популярными. Эти сборные конструкции свариваются лазером с заготовками повышенной прочности и различной толщины. Это дает конструктору возможность уменьшить вес тела при сохранении его соответствующей прочности и жесткости. Для соединения этих элементов на фабриках используются различные способы сварки, и затем весь корпус обычно оцинковывается.
Все это очень благоприятно сказывается на долговечности кузова, но в то же время очень затрудняет случайный ремонт. Соединения, сваренные специальными методами, невозможно воспроизвести с помощью стандартных сварочных мастерских. Сварка необратимо изменяет свойства листов из легированных сталей со значительно повышенной прочностью и, кроме того, разрушает антикоррозийные цинковые покрытия, последующее добавление которых практически невозможно. Поэтому рекомендуемые технологии ремонта должны полностью отличаться от производственных, а это означает, что оригинальные сварные соединения заменяются паяными.
Пайка, как и склеивание, основана на адгезионном соединении двух металлических поверхностей с другим металлом. Он наносится на них в жидком виде, но имеет более низкую температуру плавления, чем соединенные с ним металлические элементы. Эти связующие, называемые припоями, обычно делятся на «мягкие» (температура плавления до 450 ° С) и «твердые», то есть плавящиеся при более высоких температурах. Поскольку «мягкий» февраль не обладает достаточной механической прочностью, для ремонта строительных швов используется только «твердый» припой. При ремонте кузова чаще всего используется бронза (например, CuSi3) или латунь. Температура их плавления не превышает 900 ° С.

Сварка пайкой выполняется аналогично сварке, но края соединяемых деталей не плавятся во время сварки. Кроме того, нежелательные напряжения и деформации в них не создаются. При этой температуре антикоррозионные цинковые покрытия не обжигаются, а само соединение устойчиво к коррозии.
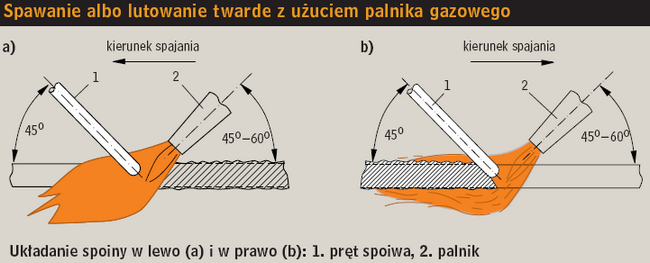
Источником тепла могут быть газовые сварочные горелки при пайке. Однако вместо традиционного ацетилена используются специальные нагревательные горелки, работающие на смеси пропан-бутан. Припой расплавляется в их пламени в виде стержней. То же относится и к использованию оборудования для дуговой сварки TIG. Однако более удобными являются полуавтоматические сварочные аппараты, использующие метод MIG-MAG и оснащенные дополнительной функцией пайки. Паяльная проволока подается через него автоматически и плавится в атмосфере защитного инертного газа (МИГ) без образования брызг и пузырьков воздуха в образовавшемся сварном шве. При соединении тонких металлических листов для пайки используется ток (предпочтительно пульсирующий) до 100А.
Рис.: Сварочный автомат с функцией пайкиПохожие
VARTA® объясняет здесь основные принципы системы старт-стоп для автомобилей. Взгляни... автомобилей теперь имеют функциональность Start-Stop, поэтому мы создали две инновационные батареи VARTA® с функцией Start-Stop: VARTA® Silver Dynamic с Технология AGM для современных автомобилей Start-Stop с рекуперацией энергии и Blue Dynamic с Технология EFB для обычных автомобилей Start-Stop. Вождение Американское производство автомобилей, которые продаются в Турции?
Будут ли расти цены на автомобили американского производства ? Потому что дополнительный налог будет применяться к продуктам из Соединенных Штатов. Ну, американское производство автомобилей , которые продаются в Турции? Дополнительный налог на транспортные средства из США Мы упоминали ранее. Но в провинции был свой вопрос на уме американского Будут ли расти цены на автомобили американского производства ?
Ну, американское производство автомобилей , которые продаются в Турции?